

Вал, который несёт прошивку, монтирован внутри корпуса под определённым углом, таким образом, когда он, начинает вращаться посредством станка, он сообщает самой прошивке вращательное колебательное движение (см. рис. 1) Комбинированное действие вращения, подачи станка и колебательного движения позволяют прошивке плавно углубиться в обрабатываемую заготовку, с предварительно просверленным отверстием, создавая таким образом желаемую фигуру.
Прошивная головка-Описание
Прошивная головка состоит из различных, компонующих, описанных ниже
А – Корпус.
Сделан из термообработанной и отшлифованной стали, внутри него находятся шарикоподшипники, способные выдерживать нагрузки обработки.
B – Вал
несущий прошивку Монтирован внутри корпуса и вращается на шарикоподшипниках, находящихся внутри корпуса. На внешней части, которая выступает из корпуса, находится винт для фиксации прошивки и резьбовое отверстие для крепления тягового стержня.
C – Гнездо для прошивки
Представляет собой паз внутри вала, несущего прошивку, в который вставляется прошивка. Этот паз подвергается специальной обработке и шлифовке с толерантностью позволяющей получить максимальную точность в работе.
D – Крепление на станок
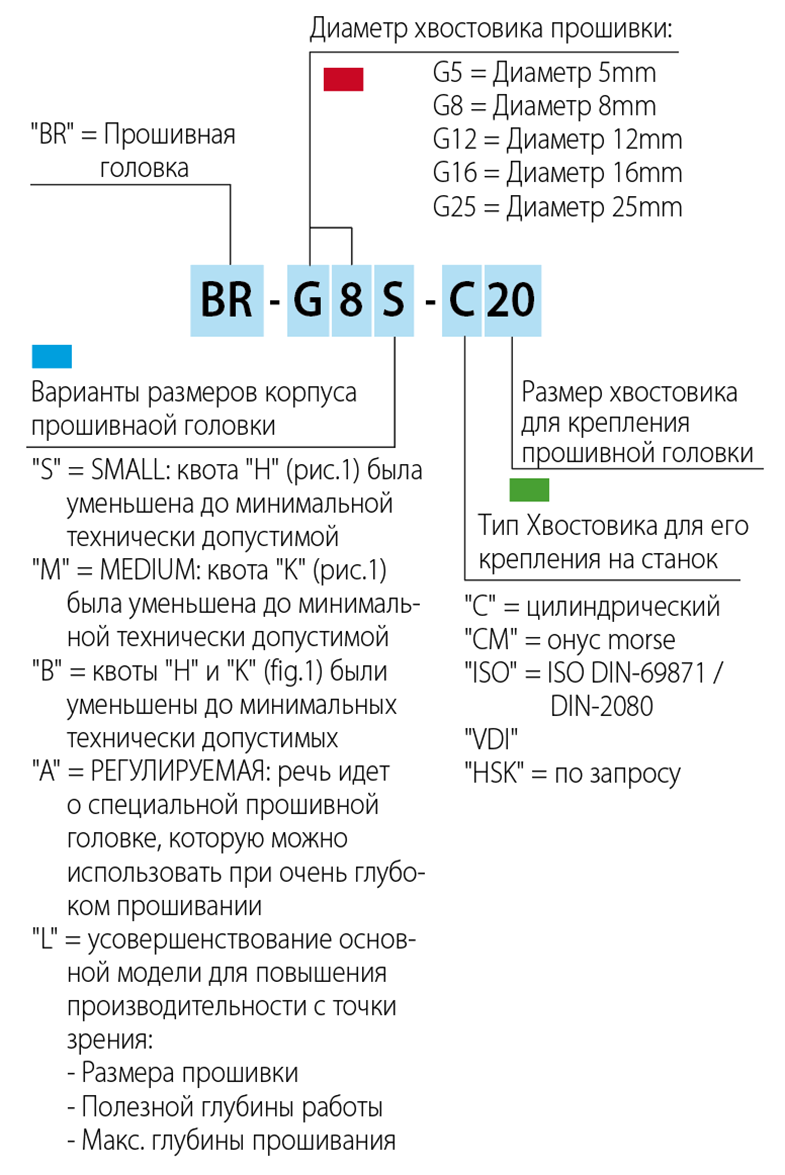
На противоположной валу стороне находится хвостовик, составляющий одно целое с корпусом, для монтажа на станок. Прошивная головка производится с различным типом хвостовиков, что позволяет их использование на широком спектре станков:
> хвостовик в форме цилиндра C
> хвостовик конус Morse CM
> хвостовик ISO – DIN 69871 / DIN 2080
> хвостовик VDI
> хвостовик HSK
E – Тяговый Стержень
Представляет собой стальной стержень , поставляемый в комплекте, который завинчивается в специальное отверстие, находящееся на валу, несущем прошивку.
Стержень рекомендуется для использования при определённых способах прошивки; таким образом обеспечивается безукоризненная центровка во время работе по прошиванию.
Кроме того использование стержня необходимо, когда заготовка должна иметь точную ориентацию готовой фигуры , полученной
посредством прошивания.
В случае работы на токарном станке, стержень вставляется в вилку, находящуюся на самом вале токарного станка, в случае использования фрезерного станка или дрели, стержень неподвижно крепится на штифт рабочего стола.

—————-
Прошивная головка – Кодификация аббревиатур

—————-
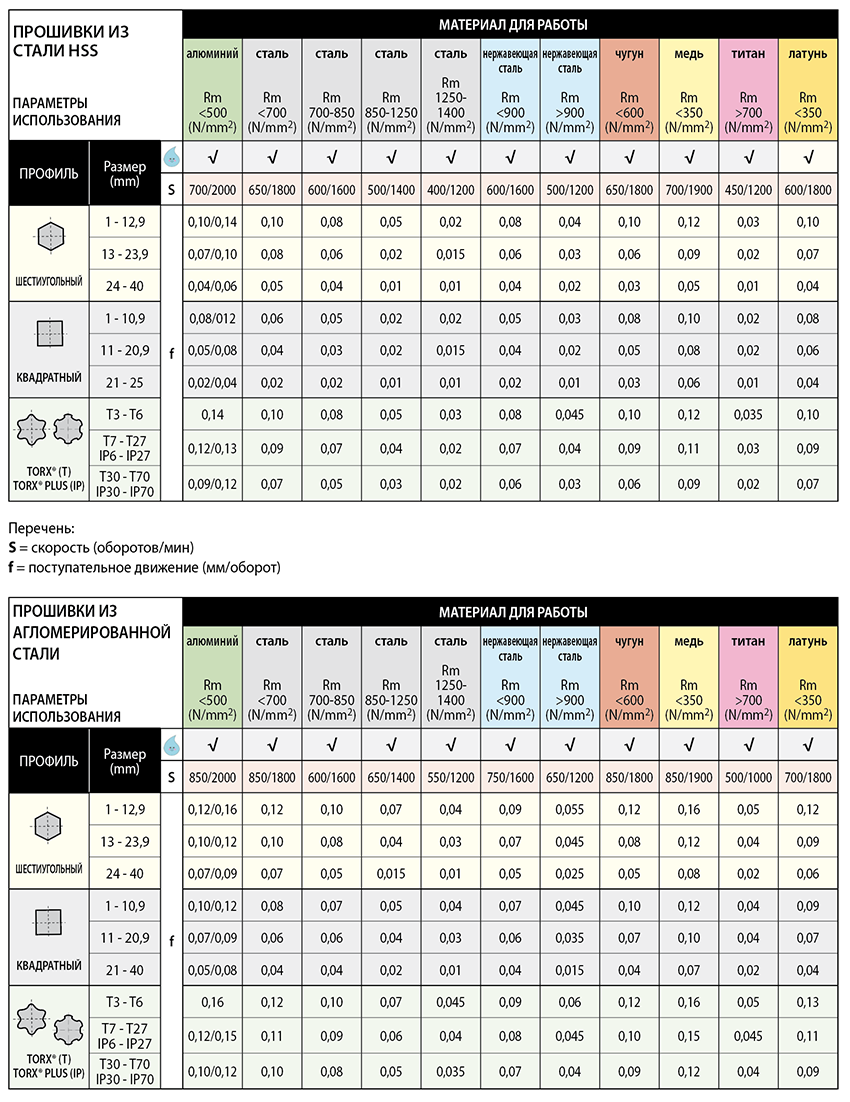
ПРОШИВНАЯ ГОЛОВКА – ХАРАКТЕРИСТИКИ, РАЗМЕРЫ И ПАРАМЕТРЫ ИСПОЛЬЗОВАНИЯ
 * технические данные прошивной головки BR-G12A
* технические данные прошивной головки BR-G12A
—————-
ПРЕДВАРИТЕЛЬНОЕ ОТВЕРСТИЕ ДЛЯ ПРОШИВКИ ФАСОННЫХ ОТВЕРСТИЙ: ШЕСТИУГОЛЬНЫХ, КВАДРАТНЫХ, TORX®.
Перед тем как перейти к процессу прошивания очень важно создать фаску в верхней части предварительного отверстия. В общем, было бы оптимально, создать канавку в конце предварительного отверстия, которая будет способствовать выбросу стружки.
