

Il mandrino che porta la broccia è montato all’interno del corpo con una determinata inclinazione e, quando viene messo in rotazione dalla macchina utensile, conferisce alla broccia stessa un movimento rotatorio e pendolare. ( vedi Fig.1 )
L’azione combinata della rotazione, dell’avanzamento forniti dalla macchina e dal movimento pendolare, permettono alla broccia di penetrare dolcemente nel pezzo da lavorare, a cui è stato precedentemente eseguito un preforo, creando così il profilo desiderato.
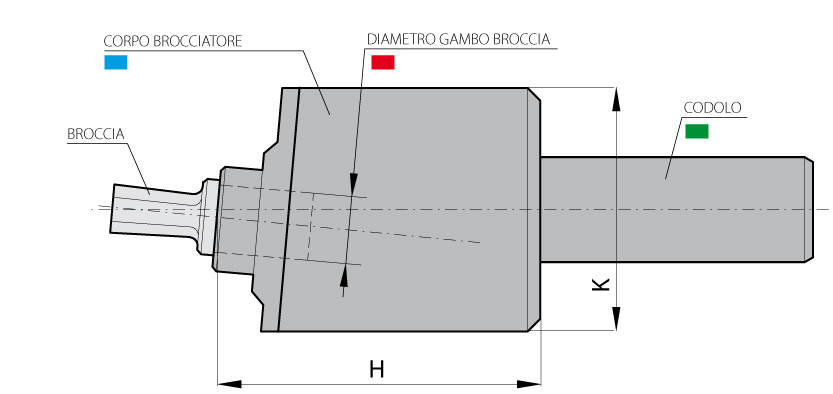
DESCRIZIONE
Il brocciatore è composto da diversi elementi che sono descritti di seguito.
A – Corpo
E’ costruito in acciaio bonificato e rettificato al cui interno si trovano dei cuscinetti a sfera adatti a sopportare i carichi risultanti dalla lavorazione.
B – Mandrino porta broccia
E’ montato all’interno del corpo e ruota sui cuscinetti a sfera presenti all’interno del corpo stesso. Nella parte esterna che sporge dal corpo si trova una vite per il bloccaggio della broccia e un foro filettato per il fissaggio della barretta di trascinamento.
C – Sede innesto broccia
E’ costituita da un alloggiamento all’interno del mandrino porta broccia nel quale viene inserita la broccia. Questo alloggiamento viene opportunamente lavorato e rettificato con tolleranza tale da ottenere massima precisione nella lavorazione.
D – Fissaggio alla macchina utensile
Dalla parte opposta al mandrino si trova il codolo per il fissaggio alla macchina utensile, solidale con il corpo. Il brocciatore viene costruito
con diversi tipi di codolo per poter essere applicato a una ampia gamma di macchine utensili:
> codolo cilindrico C
> codolo cono Morse CM
> codolo ISO – DIN 69871 / DIN 2080
> codolo VDI
> codolo HSK
E – Barretta di trascinamento
E’ costituita da una barretta d’acciaio, fornita in dotazione, che viene avvitata in un apposito foro presente sul mandrino porta broccia.Per determinate operazioni di brocciatura si consiglia l’uso della barretta di trascinamento; in questo modo si assicura la perfetta linearità della figura durante l’operazione di brocciatura.
Inoltre l’impiego della barretta è indispensabile quando il pezzo da lavorare richiede un preciso orientamento della figura da ottenere con la brocciatura.
Nel caso di una lavorazione al tornio la barretta deve essere inserita in una forcella presente sul mandrino del tornio stesso; nel caso di una lavorazione con fresa o trapano, la barretta viene bloccata da un’asta applicata sul piano di lavoro.

—————-
CODIFICA DELLE SIGLE
Come leggere la codifica dei brocciatori BR:

—————-
CARATTERISTICHE, DIMENSIONI E PARAMETRI DI UTILIZZO
 *vedere le caratteristiche del brocciatore registrabile BR-G12A
*vedere le caratteristiche del brocciatore registrabile BR-G12A

—————-
PRE-FORO PER BROCCIATURA NEI PROFILI: ESAGONALI, QUADRI, TORX®.
Prima della procedura di brocciatura è fondamentale generare uno smusso in testa al pre foro. La profondità del pre-foro si incrementa del: 20%-40% rispetto al profilo utile da eseguire. La soluzione ottimale, comunque, sarebbe quella di eseguire una gola di scarico alla fine del foro, per agevolare ulteriormente lo scarico del truciolo.
